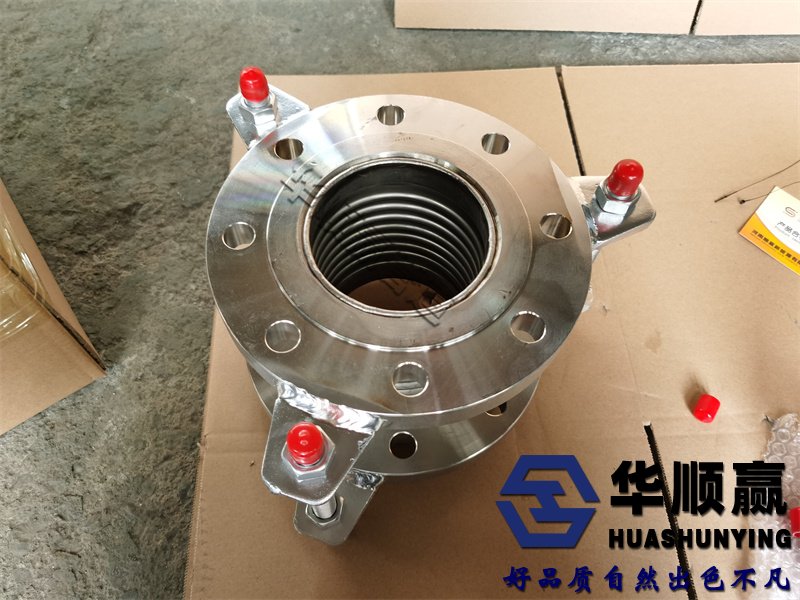
 上海(hǎi)不鏽鋼波(bō)紋補償器膨脹節的焊接步驟及注意事項
上海(hǎi)不鏽鋼波(bō)紋補償器膨脹節的焊接步驟及注意事項
1)焊工須(xū)按規定取得相應資格證。施焊後在每道焊縫結尾處打上焊工印記。不允許打鋼印的管道應在(zài)竣工(gōng)圖上(shàng)記載(zǎi)。
2)不鏽鋼(gāng)波紋補償器不得強行組對,對口內壁應平齊,其(qí)錯邊(biān)量偏差對射線檢測Ⅰ、Ⅱ級為合格(gé)的焊縫不應超過管子(zǐ)壁厚的10%,且不大於1mm;對射線檢測Ⅲ級合格的焊縫不應超過管子壁厚的20%,且不(bú)大於2mm。
3)焊接時必須采用經評定合(hé)格的(de)焊接工藝,否則應采取防護措施。
4)不得在焊件表(biǎo)麵(miàn)引弧或(huò)試驗電流(liú),低溫管道、不鏽鋼(gāng)及淬硬傾向較大的合金鋼焊件表麵不得有電弧擦傷等缺陷。
5)焊接在管子、管(guǎn)件上的組對卡(kǎ)具,其焊接(jiē)材料及工藝措施應與(yǔ)正(zhèng)式焊接相同。卡具拆除不應損(sǔn)傷母(mǔ)材,焊接(jiē)殘留痕跡(jì)應打磨修整。有淬硬傾向的母(mǔ)材,應(yīng)作磁粉或著色(sè)檢查,不得有(yǒu)裂紋。
6)對GC1、GC2級管道(dào)和對管內清潔度要求高的管(guǎn)道、機器入口管道及設計文件規(guī)定的其他管道(dào)的(de)單麵焊焊縫,應采用氬弧焊打底。
7)不鏽鋼波紋補償器不得有焊渣(zhā)、飛濺物等。焊縫成型良好,焊縫寬度以每邊蓋過坡口邊緣2mm為宜。角焊縫的焊腳高度應(yīng)符合設計規定。外形應平緩過渡,不得(dé)有裂紋、氣孔、夾(jiá)渣、凹陷等缺陷。焊縫咬肉深度不(bú)應大於0.5mm,低溫管道焊(hàn)縫(féng)不得(dé)咬肉。
8)管材焊前預熱及焊後熱(rè)處(chù)理就應按GB50236-98《現場設備、工業管道焊接工程施工及驗收規範》的有關規定進(jìn)行(háng)。常用管材焊前預熱及焊後熱處(chù)理工藝條件。
9)焊縫無損檢測比例及合格等級應符合設計(jì)要求或按SH3501-2002《可燃介質管道施工及驗收規範》的規定,評定(dìng)標準執行JB4730-94《壓力容器無損檢測》。
10)對同一焊工所焊同一規格同一級別管道的焊縫(féng)按比例抽查,但探傷長度不得少於一道焊口。如有質量等級不(bú)合格者,應對該焊工所焊同(tóng)類焊(hàn)縫,按原定比例加倍探傷,如仍有此類缺(quē)陷,應對該焊工所焊全部同類(lèi)焊縫進行無損探傷。



球(qiú)形補償器")
接頭")
雙球(qiú)橡膠接頭")

內(nèi)壓(yā)式波紋補償器")
鋼波紋膨脹節")